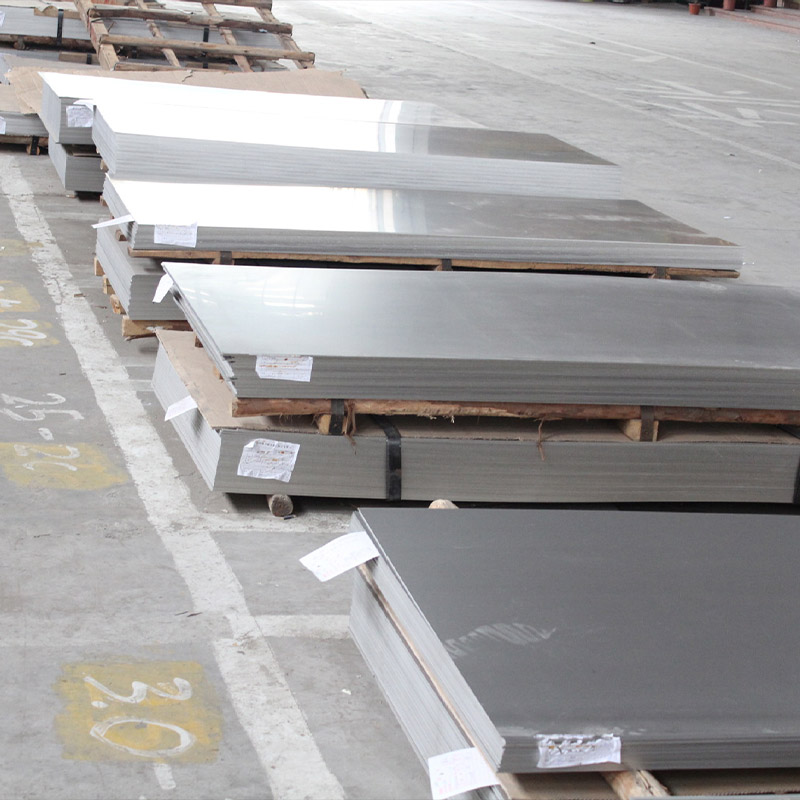
ಹಾಟ್ ರೋಲ್ಡ್ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಪ್ಲೇಟ್

ಆಕ್ಸಾಲಿಕ್ ಆಮ್ಲ, ಸಲ್ಫ್ಯೂರಿಕ್ ಆಮ್ಲ ಕಬ್ಬಿಣದ ಸಲ್ಫೇಟ್, ನೈಟ್ರಿಕ್ ಆಮ್ಲ, ನೈಟ್ರಿಕ್ ಆಮ್ಲ ಹೈಡ್ರೋಫ್ಲೋರಿಕ್ ಆಮ್ಲ, ಸಲ್ಫ್ಯೂರಿಕ್ ಆಮ್ಲ ತಾಮ್ರದ ಸಲ್ಫೇಟ್, ಫಾಸ್ಪರಿಕ್ ಆಮ್ಲ, ಫಾರ್ಮಿಕ್ ಆಮ್ಲ, ಅಸಿಟಿಕ್ ಆಮ್ಲ ಮತ್ತು ಇತರ ಆಮ್ಲಗಳ ತುಕ್ಕು ತಡೆದುಕೊಳ್ಳುವ ಸಾಮರ್ಥ್ಯವನ್ನು ಇದು ಅಗತ್ಯವಿದೆ. ಇದನ್ನು ರಾಸಾಯನಿಕ ಉದ್ಯಮ, ಆಹಾರ, ಔಷಧ, ಕಾಗದ ತಯಾರಿಕೆ, ಪೆಟ್ರೋಲಿಯಂ, ಪರಮಾಣು ಶಕ್ತಿ ಮತ್ತು ಇತರ ಕೈಗಾರಿಕೆಗಳು, ಹಾಗೆಯೇ ಕಟ್ಟಡಗಳ ವಿವಿಧ ಭಾಗಗಳು, ಅಡಿಗೆ ಪಾತ್ರೆಗಳು, ಟೇಬಲ್ವೇರ್, ವಾಹನಗಳು ಮತ್ತು ಗೃಹೋಪಯೋಗಿ ಉಪಕರಣಗಳಲ್ಲಿ ವ್ಯಾಪಕವಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ. ವಿವಿಧ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಪ್ಲೇಟ್ಗಳ ಇಳುವರಿ ಸಾಮರ್ಥ್ಯ, ಕರ್ಷಕ ಶಕ್ತಿ, ಉದ್ದ ಮತ್ತು ಗಡಸುತನದಂತಹ ಯಾಂತ್ರಿಕ ಗುಣಲಕ್ಷಣಗಳು ಅವಶ್ಯಕತೆಗಳನ್ನು ಪೂರೈಸುತ್ತವೆ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು, ಉಕ್ಕಿನ ಫಲಕಗಳು ವಿತರಣಾ ಮೊದಲು ಅನೆಲಿಂಗ್, ದ್ರಾವಣ ಚಿಕಿತ್ಸೆ ಮತ್ತು ವಯಸ್ಸಾದ ಚಿಕಿತ್ಸೆಯಂತಹ ಶಾಖ ಚಿಕಿತ್ಸೆಗೆ ಒಳಗಾಗಬೇಕು.
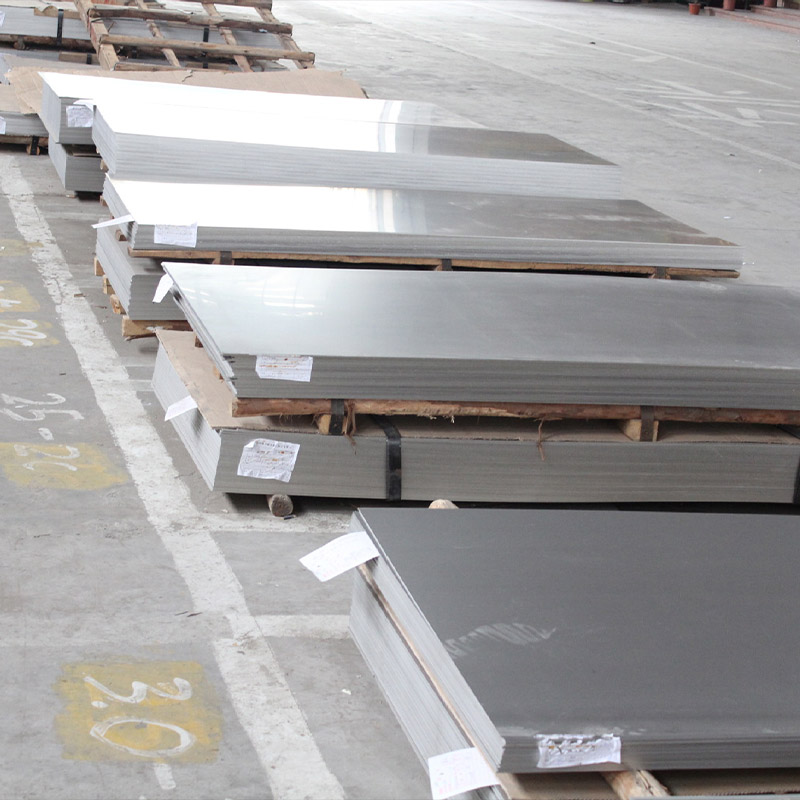
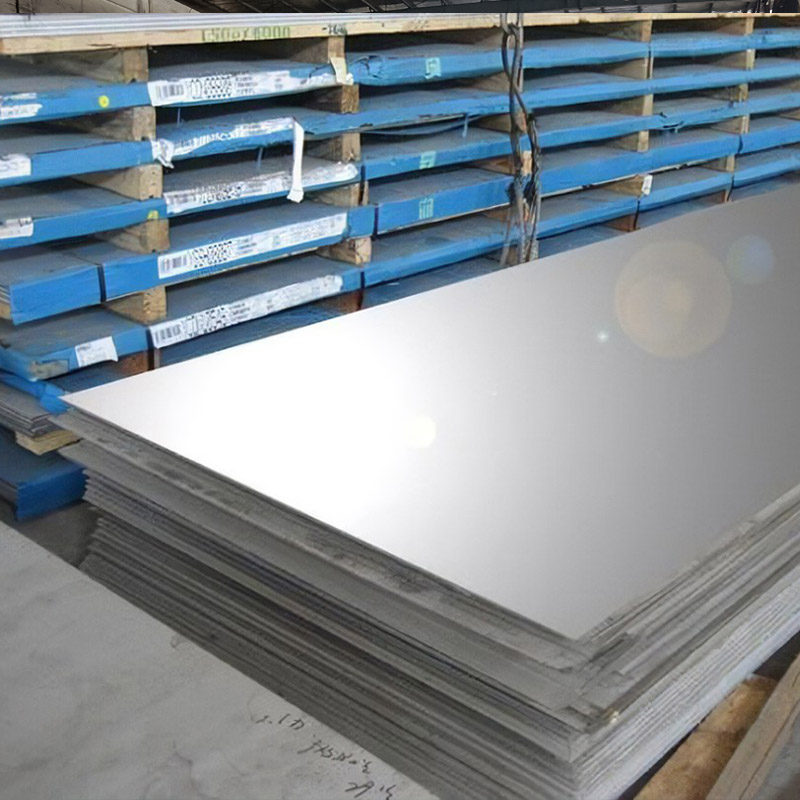
ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಪ್ಲೇಟ್ ನಯವಾದ ಮೇಲ್ಮೈ, ಹೆಚ್ಚಿನ ಪ್ಲಾಸ್ಟಿಟಿ, ಗಟ್ಟಿತನ ಮತ್ತು ಯಾಂತ್ರಿಕ ಶಕ್ತಿಯನ್ನು ಹೊಂದಿದೆ ಮತ್ತು ಆಮ್ಲ, ಕ್ಷಾರೀಯ ಅನಿಲ, ದ್ರಾವಣ ಮತ್ತು ಇತರ ಮಾಧ್ಯಮಗಳ ತುಕ್ಕುಗೆ ನಿರೋಧಕವಾಗಿದೆ. ಇದು ಒಂದು ರೀತಿಯ ಮಿಶ್ರಲೋಹದ ಉಕ್ಕಿನಾಗಿದ್ದು ಅದು ತುಕ್ಕು ಹಿಡಿಯಲು ಸುಲಭವಲ್ಲ, ಆದರೆ ಇದು ಸಂಪೂರ್ಣವಾಗಿ ತುಕ್ಕು ಮುಕ್ತವಾಗಿಲ್ಲ.
ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ನ ತುಕ್ಕು ನಿರೋಧಕತೆಯು ಮುಖ್ಯವಾಗಿ ಅದರ ಮಿಶ್ರಲೋಹದ ಸಂಯೋಜನೆ (ಕ್ರೋಮಿಯಂ, ನಿಕಲ್, ಟೈಟಾನಿಯಂ, ಸಿಲಿಕಾನ್, ಅಲ್ಯೂಮಿನಿಯಂ, ಇತ್ಯಾದಿ) ಮತ್ತು ಆಂತರಿಕ ರಚನೆಯನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ. ಕ್ರೋಮಿಯಂ ಪ್ರಮುಖ ಪಾತ್ರ ವಹಿಸುತ್ತದೆ. ಕ್ರೋಮಿಯಂ ಹೆಚ್ಚಿನ ರಾಸಾಯನಿಕ ಸ್ಥಿರತೆಯನ್ನು ಹೊಂದಿದೆ, ಉಕ್ಕಿನ ಮೇಲ್ಮೈಯಲ್ಲಿ ನಿಷ್ಕ್ರಿಯ ಫಿಲ್ಮ್ ಅನ್ನು ರಚಿಸಬಹುದು, ಲೋಹವನ್ನು ಹೊರಗಿನಿಂದ ಪ್ರತ್ಯೇಕಿಸುತ್ತದೆ, ಉಕ್ಕಿನ ಫಲಕವನ್ನು ಆಕ್ಸಿಡೀಕರಣದಿಂದ ರಕ್ಷಿಸುತ್ತದೆ ಮತ್ತು ಉಕ್ಕಿನ ತಟ್ಟೆಯ ತುಕ್ಕು ನಿರೋಧಕತೆಯನ್ನು ಹೆಚ್ಚಿಸುತ್ತದೆ. ನಿಷ್ಕ್ರಿಯತೆಯ ಚಿತ್ರವು ನಾಶವಾದ ನಂತರ, ತುಕ್ಕು ನಿರೋಧಕತೆಯು ಕಡಿಮೆಯಾಗುತ್ತದೆ.

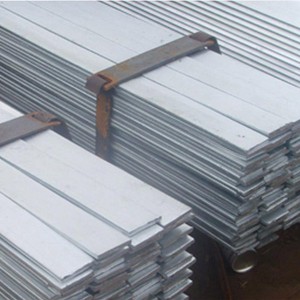
ಉತ್ಪಾದನಾ ವಿಧಾನದ ಪ್ರಕಾರ, 0.5-4 ಮಿಮೀ ದಪ್ಪವಿರುವ ತೆಳುವಾದ ಪ್ಲೇಟ್ ಮತ್ತು 4.5-35 ಮಿಮೀ ದಪ್ಪವಿರುವ ದಪ್ಪ ಪ್ಲೇಟ್ ಸೇರಿದಂತೆ ಎರಡು ರೀತಿಯ ಬಿಸಿ ರೋಲಿಂಗ್ ಮತ್ತು ಕೋಲ್ಡ್ ರೋಲಿಂಗ್ ಇವೆ.
ಉಕ್ಕಿನ ದರ್ಜೆಯ ರಚನಾತ್ಮಕ ಗುಣಲಕ್ಷಣಗಳ ಪ್ರಕಾರ, ಇದನ್ನು 5 ವಿಧಗಳಾಗಿ ವಿಂಗಡಿಸಬಹುದು: ಆಸ್ಟೆನೈಟ್ ಪ್ರಕಾರ, ಆಸ್ಟೆನೈಟ್ ಫೆರೈಟ್ ಪ್ರಕಾರ, ಫೆರೈಟ್ ಪ್ರಕಾರ, ಮಾರ್ಟೆನ್ಸೈಟ್ ಪ್ರಕಾರ ಮತ್ತು ಮಳೆ ಗಟ್ಟಿಯಾಗಿಸುವ ಪ್ರಕಾರ.
ಅತ್ಯುತ್ತಮ ತುಕ್ಕು ನಿರೋಧಕತೆಯೊಂದಿಗೆ ಹೆಚ್ಚಿನ ಸಾಮರ್ಥ್ಯದ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಪ್ಲೇಟ್, ಬಾಗುವ ಪ್ರಕ್ರಿಯೆ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಭಾಗಗಳ ಕಠಿಣತೆ, ಜೊತೆಗೆ ವೆಲ್ಡಿಂಗ್ ಭಾಗಗಳ ಸ್ಟ್ಯಾಂಪಿಂಗ್ ಪ್ರಕ್ರಿಯೆ ಮತ್ತು ಅದರ ಉತ್ಪಾದನಾ ವಿಧಾನ. ನಿರ್ದಿಷ್ಟವಾಗಿ ಹೇಳುವುದಾದರೆ, Si, Mn, P, s, Al ಮತ್ತು Ni ಅನ್ನು ಒಳಗೊಂಡಿರುವ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಪ್ಲೇಟ್ 0.02% C ಗಿಂತ ಕಡಿಮೆ, 0.02% N ಗಿಂತ ಕಡಿಮೆ, 11% Cr ಗಿಂತ ಹೆಚ್ಚು ಮತ್ತು 17% ಕ್ಕಿಂತ ಕಡಿಮೆ, ಮತ್ತು 12 ≤ Cr Mo 1.5si ≤ 17, 1 ≤ Ni 30 (cn) 0.5 ರ ಅಗತ್ಯತೆಗಳನ್ನು ಪೂರೈಸುವುದು (Mn Cu) ≤ 4, Cr 0.5 (Ni Cu) 3.3mo ≥ 16.0, 0.006 ≤ C n ≤ 0.030 ಅನ್ನು 850 ~ 1250 ℃ ಗೆ ಬಿಸಿಮಾಡಲಾಗುತ್ತದೆ ಮತ್ತು ನಂತರ ಶಾಖ ಚಿಕಿತ್ಸೆಯನ್ನು 1 ಕ್ಕಿಂತ ಹೆಚ್ಚು ತಂಪಾಗಿಸುವ ದರದಲ್ಲಿ ಕೈಗೊಳ್ಳಬೇಕು ℃ / ಸೆ. ಈ ರೀತಿಯಾಗಿ, ಇದು ವಾಲ್ಯೂಮ್ನಿಂದ 12% ಕ್ಕಿಂತ ಹೆಚ್ಚು ಮಾರ್ಟೆನ್ಸೈಟ್ ಅಂಶದೊಂದಿಗೆ ಹೆಚ್ಚಿನ ಸಾಮರ್ಥ್ಯದ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಪ್ಲೇಟ್ ಆಗಬಹುದು, 730 ಎಮ್ಪಿಎಗಿಂತ ಹೆಚ್ಚಿನ ಶಕ್ತಿ, ತುಕ್ಕು ನಿರೋಧಕ ಮತ್ತು ಬಾಗುವ ಪ್ರಕ್ರಿಯೆ ಮತ್ತು ಬೆಸುಗೆ ಶಾಖ ಪೀಡಿತ ವಲಯದ ಅತ್ಯುತ್ತಮ ಕಠಿಣತೆ. Mo, B, ಇತ್ಯಾದಿಗಳನ್ನು ಮರುಬಳಕೆ ಮಾಡುವ ಮೂಲಕ ಬೆಸುಗೆ ಹಾಕಿದ ಭಾಗಗಳ ಸ್ಟಾಂಪಿಂಗ್ ಕಾರ್ಯಕ್ಷಮತೆಯನ್ನು ಗಮನಾರ್ಹವಾಗಿ ಸುಧಾರಿಸಬಹುದು.